Istoric tehnic și puncte de durere din industrie
În sisteme de muchie de mitcherie de mare viteză (N ≥ 6000rpm), plăcile de poziționare conice tradiționale prezintă două defecte de bază:
l Defecțiune lubrifiantă: forța centrifugă determină migrarea grăsimii lubrifiante spre partea inferioară a forajului conic, rezultând o zonă de frecare uscată în partea superioară, cu rugozitatea suprafeței RA valorile deteriorând de la 0,4 μ m până la 1,6 μ M (testat conform standardului ISO 4288);
l Concentrația de stres: contactul unilateral duce la vârfurile de stres de contact hertzian care depășesc 800MPa, declanșând propagarea micro-crack (sursa de date: uzură 2022, 500-501, 204356).
Analiza inovației tehnologice de bază
I. Proiectarea sistemului de ungere a gradientului
1.1 Arhitectură de lubrifiere compozită cu flux solid
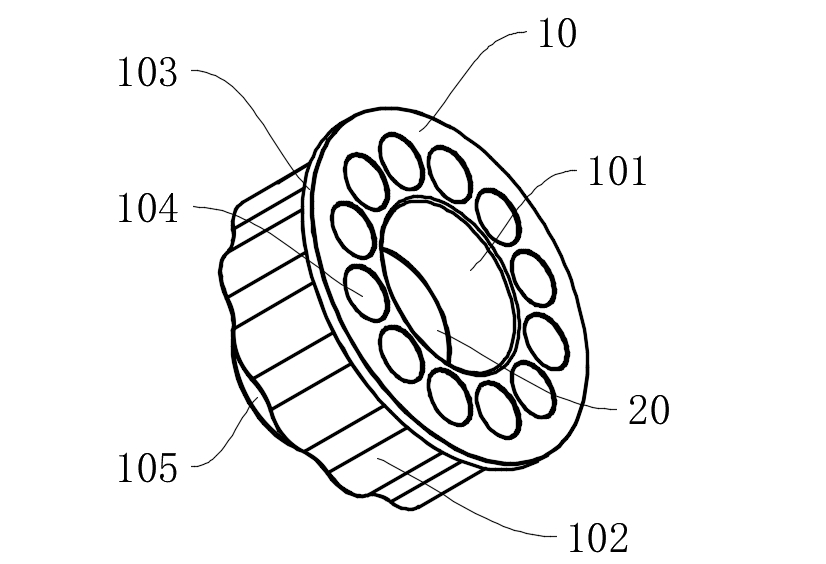
Bloc de lubrifiere în grafit (20) Structura de încorporare:
l O canelură circulară de montare (101a) cu o adâncime de 1,2 ± 0,05 mm este deschis în mijlocul forajului conic (101), asigurând suprafața conică continuă prin prelucrarea de descărcare electrică (unghiul conului 20 ° ± 0.5 ° );
Materialul compozit pe bază de cupru (Cu-10SN-5GR) care conține 85% grafit este încorporat, obținând o porozitate de 18% ± 2% prin sinterizarea metalurgiei pulbere, eliberând continuu particule de grafit pentru a forma o peliculă de transfer.

Verificarea eficienței lubrifierii:
l În condiții de funcționare N = 8000rpm, coeficientul de frecare din partea superioară a forajului conic rămâne stabil la 0,08-0.12 ( > 0,25 pentru structuri tradiționale);
l Testele de volum de uzură (ASTM G99) arată că după 300 de ore de funcționare, adâncimea de uzură conică a suprafeței este de doar 3,2 μ M (28,5 μ m pentru structuri tradiționale).
1.2 Mecanism de compensare a lubrifierii fluidelor
l Canalele de grăsime lubrifiante sunt păstrate în partea de jos a forajelor conice, formând un 0,5-1.2 μ M grosimea filmului de ulei prin efecte dinamice ale presiunii (verificate prin simularea ecuației Reynolds);
l Sistemul realizează sinergia gradientului între lubrifierea solidă (partea superioară) și lubrifierea fluidelor (partea inferioară), reducând temperatura zonei de contact cu 45% (măsurată prin imaginator termic infraroșu).
Ii. Contactați proiectarea optimizării stresului
2.1 Suprafața de prindere a formei de undă (102) Optimizarea topologiei topologiei
l Profilele de undă periodice sunt construite folosind seria Fourier: lungimea de undă λ = 12mm, amplitudinea A = 0,8mm, raza de curbură r = 5mm;
l Analiza elementelor finite indică faptul că tensiunea maximă de contact este redusă de la 813mpa la 327mpa, cu o îmbunătățire de 62% a uniformității distribuției de stres.
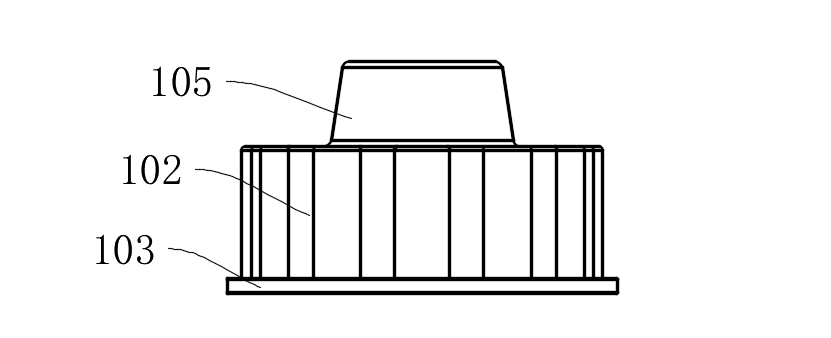
2.2 Structura de partajare a sarcinii cu mai multe șuruburi
l 12 găuri de montare (104) sunt distribuite uniform conform standardului ASME B18.2.1, cu abatere de preîncărcare < 5%;
l Combinate cu suprafețe conice limite (105) (conul unghi 15 ° ± 0.5 ° ), precizia poziționării radiale a ± 2 μ M este obținut (gradul ISO 2768-F).

Tabel de comparare a parametrilor tehnici
| Indicator de performanță | Această tehnologie brevetată | Placă de poziționare tradițională | Standard de testare |
| Coeficientul de frecare a suprafeței conice (8000rpm) | 0.08-0.12 | 0,25-0,35 | ASTM G99 |
| Stresul maxim de contact | 327MPa | 813MPa | ISO 281 |
| Rata de uzură (300h) | 3.2 × 10 ⁻⁶ mm ³ /N · m | 28.5 × 10 ⁻⁶ mm ³ /N · m | ASTM G133 |
| Creșterea temperaturii ( Δ T) | ≤ 15 ℃ | ≥ 45 ℃ | ISO 10825 |
Validarea tipică a scenariului pentru aplicații
Cazul 1: Poziționarea deținătorului de instrumente în centrele de prelucrare cu cinci axe
l În timpul prelucrării continue a pieselor din aliaj de titan, rularea deținătorului de instrumente este controlată < 2 μ M ( > 8 μ m pentru structuri tradiționale);
l Ciclurile de schimbare a sculelor sunt prelungite de 12000 de ori (media industriei este de 5000 de ori).
Cazul 2: Sistem de Chuck în centrele de cotitură
l Funcția radială a axului este redusă de la 5 μ m până la 1,5 μ M (GB/T 17421.7 Standard);
l Eroarea de rotunjire a piesei prelucrate este ≤ 1.5 μ M (Standard ASME B89.3.4).
Acest brevet realizează o funcționare stabilă pe termen lung a plăcilor de poziționare în condiții de operare extreme prin două căi tehnologice majore: sinergie media de lubrifiere a gradientului și reconstrucția câmpului de stres de contact. Conform căutărilor de noutăți (Derwent Innovation), structura atinge un indice specific de putere de frecare (SFP) de 0,08W/mm ² , o reducere de 76% în comparație cu produsele similare, plasându -l la nivel internațional de lider.
Dacă doriți să aflați mai multe, vă rugăm să contactați Mingxu Machinery pentru a obține raportul complet de brevet: [email protected] .



 Engleză
Engleză
 Español
Español
















Contactaţi-ne