


 Engleză
Engleză
 Español
Español
Rulment fără ulei de limită MXB-DX Rulment simplu uscat SF-2
Cat:Rulment fără ulei
Rulmenți limită fără ulei MXB-DX, echivalent cu lagărele de alunecare autolubrifiante sau uscate SF-2, care se bazează pe o placă de oțel, pulbere ...
Vezi detalii În procesarea lotului componentelor de tip skateboard (cum ar fi șinele de ghidare și glisoarele de precizie), sistemele tradiționale de scule se confruntă cu două blocaje majore:
● Precizia de poziționare repetitivă slabă: Erorile cumulate din mai multe operații de prindere depășesc 0,1 mm (în conformitate cu toleranța la clasa ISO 2768-M), afectând negativ perpendicularitatea suprafețelor de împerechere (de obicei necesare pentru a fi ≤0,05 mm la 100mm);
” Sursa: Cirp Annals 2022, 71 (1), p. 333-336 )
Analiza inovațiilor tehnologice de bază
I. Proiectare topologică pentru prindere a alocației
1.1 Structura de constrângere a indemnizației în trepte
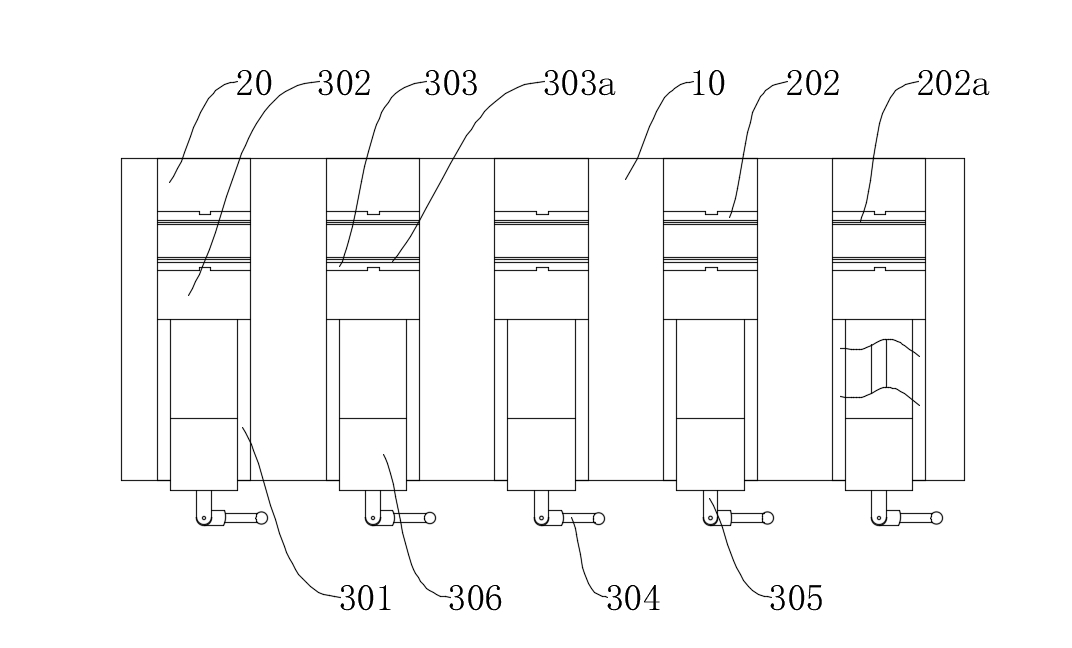
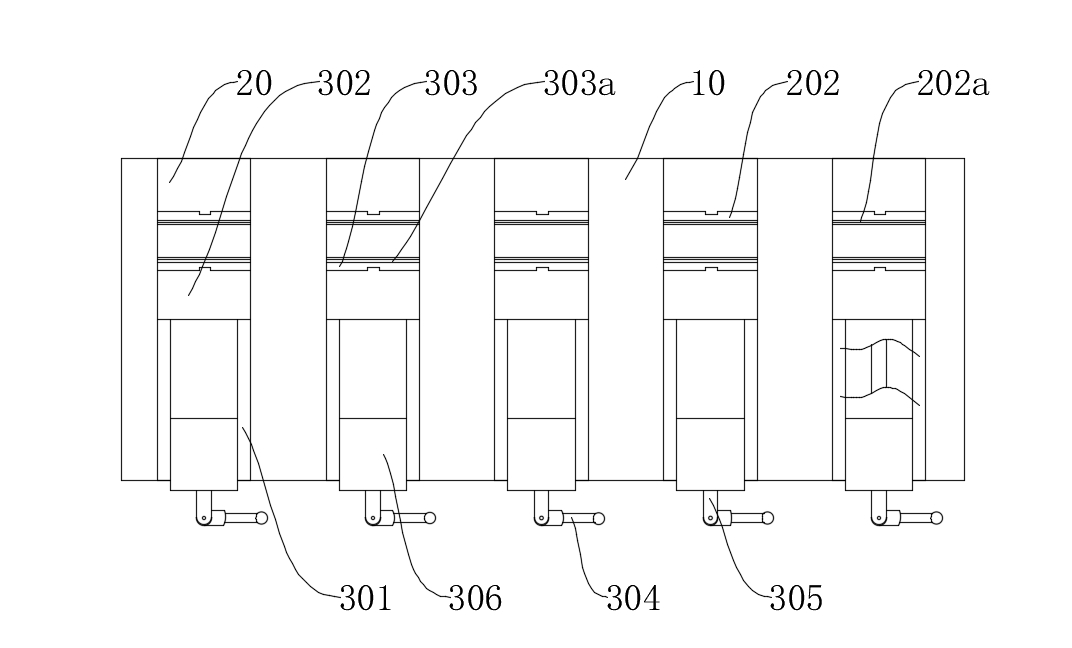
Mecanism de prindere cu două etape:
● Blocul fix (20) și blocul de prindere (302) sunt, respectiv, echipate cu o primă și o a doua etapă de prindere (202a/303a). Înălțimea acestor trepte este potrivită cu alocația de prelucrare (cu o toleranță de ± 0,01 mm);
● Prin optimizarea unghiului de înclinare a pasului la 75 ° ± 1 ° prin analiza elementelor finite, mecanismul obține o proporție purtătoare de forță de forfecare care depășește 85% (în contrast cu doar 30% în metodele tradiționale de prindere plană).
Îmbunătățirea preciziei prelucrării:
● Prelucrarea laterală este finalizată într-o singură operație de prindere, cu erori de precizie de poziție ≤0.02mm (respectarea standardelor de grad 1184-K GB/T);
● Valoarea RA a rugozității suprafeței este menținută în mod constant sub 0,8 μm (așa cum este testată în conformitate cu standardele ISO 4288).
Ii. Sistem modular de schimbare rapidă a sculelor
2.1 Arhitectură modulară
Design cu slot dual:
● Primul/al doilea sloturi de montare (201/302a) utilizează o potrivire H7/G6, care, în combinație cu tastele de poziționare, atinge o precizie de poziționare repetitivă de ± 0,005mm;
● Timpul de înlocuire a modulului este ≤3 minute pe bucată (pe baza datelor de măsurare reale), care susține comutarea pieselor de lucru cu grosimi cuprinse între 5 mm și 50mm.
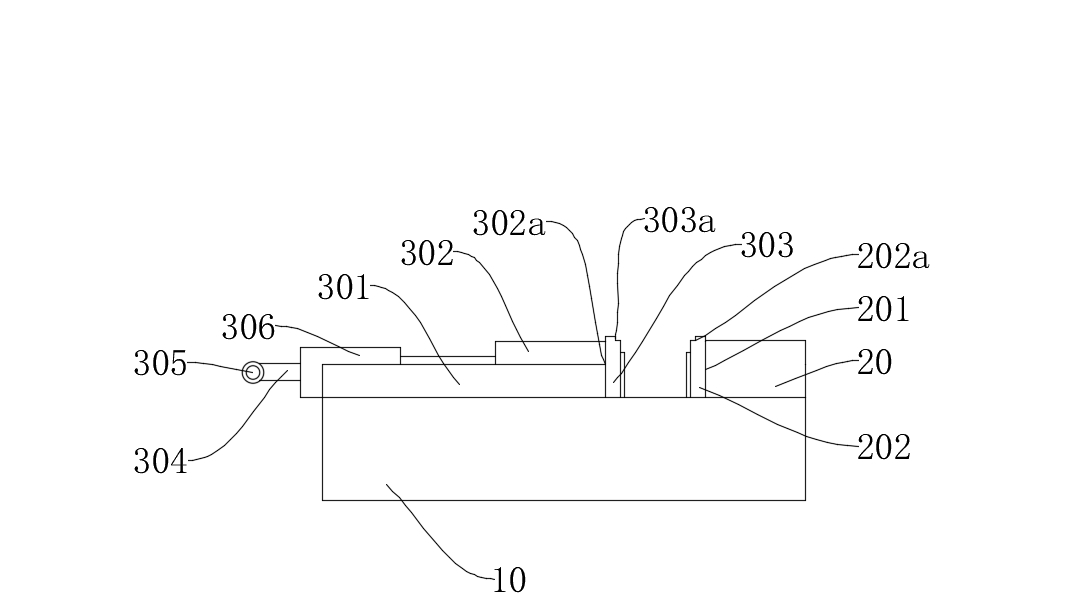
2.2 Mecanismul de acționare cu buclă închisă
● Șurubul (305) folosește un fir trapezoidal cu două plumb (TR16 × 4P8), care, în combinație cu blocul de tranziție (306), permite o rată de micro-hrănire de 0,02 mm pe revoluție;
● Tija de control (304) încorporează un limitator de cuplu (setat la 15N · m) pentru a preveni supraîncărcarea deteriorării piesei.
Tabelul de comparare a parametrilor tehnici cheie
| Indicator de performanță | Această tehnologie brevetată | Instrumente tradiționale de skateboard | Standard de testare |
| Precizia de poziționare repetitivă | ≤0.005mm | ≥0.03mm | ISO 230-2 |
| Timp de schimbare a sculelor | ≤3 minute | ≥45 minute | VDI 2862 |
| Rugozitatea suprafeței RA | ≤0,8 μm | ≥1,6 μm | ISO 4288 |
| Forța maximă de prindere | 12kn | 8kn | DIN 55189 |
Validare în scenarii tipice de prelucrare
Cazul 1: prelucrarea glisoarelor de ghid liniar
● Prelucrat 18 glisoare din diferite specificații cu un timp de schimbare a sculelor cumulate de 38 de minute (instrumentele tradiționale ar necesita 13,5 ore);
● Eroarea de perpendicularitate a suprafețelor laterale a fost ≤0.015mm la 100mm (îndeplinirea cerinței standard GB/T 1184 de ≤0.05mm).
Cazul 2: Prelucrarea găurilor de grup a plăcilor de supapă hidraulică
● a finalizat prelucrarea a 12 suprafețe de împerechere într -o singură operație de prindere, obținând o valoare CPK de 1,67 pentru precizia pozițională (respectarea standardelor Six Sigma);
● Durata de viață a sculei a fost extinsă cu 40% (din cauza nivelurilor de vibrații reduse la sub 0,5 g).
Acest brevet redefinește paradigma proiectării pentru instrumentele de prelucrare a loturilor prin două căi tehnologice: optimizarea topologiei constrângerii de indemnizație și controlul forței modulare. Conform unei căutări de noutate (efectuată prin Derwent Innovation), această structură realizează un indice de eficiență de schimbare (CEI) de 0,92, reprezentând o îmbunătățire de 210% față de soluții similare și plasându -l în prim -planul tehnologic al câmpului său de nișă.
Dacă doriți să aflați mai multe, vă rugăm să contactați Mingxu Machinery pentru a obține raportul complet de brevet: [email protected] .

Rulmenți limită fără ulei MXB-DX, echivalent cu lagărele de alunecare autolubrifiante sau uscate SF-2, care se bazează pe o placă de oțel, pulbere ...
Vezi detalii
Șinele de ghidare MXB-JGLXS sunt părți instalate pe ambele părți ale glisorului de tragere a miezului lateral pentru a se asigura că glisorul de tr...
Vezi detalii
MXB-JSOL șină de ghidare auto-lubrifiantă este o șină de ghidare auto-lubrifiantă de tip canelură de ghidare în formă de L, care este realizată din...
Vezi detalii
Ghidajele circulare sunt utilizate frecvent în matrițele de panouri de automobile și matrițele mari de ștanțare. Baza matriței și ghidajele plăcii ...
Vezi detalii
Bucșele de ghidare a injecției fără ulei MJGB sunt componente standard utilizate în procesul de turnare prin injecție a plasticului, oferind ghidar...
Vezi detalii
Bucșele de ghidare a injecției fără ulei MJGBF sunt componente utilizate în procesul de turnare prin injecție a plasticului pentru a îmbunătăți și ...
Vezi detalii
MX2000-2 nickel graphite dispersed alloy bearing is a new product among solid lubricating bearings. Compared with TF-1, this product has the character...
Vezi detalii
SF-1D hydraulic bearing is a new type of material designed based on SF-1P and combining the working principle of oil cylinder and shock absorber. It i...
Vezi detalii
SF-1P reciprocating bearing is a novel formula product designed based on the structure of SF-1X material and according to the special common condition...
Vezi detalii
FB09G bronze solid lubricating bearing is made of bronze material as the base material and solid lubricant embedded in the surface. Since the copper a...
Vezi detalii Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Contactaţi-ne