Istoric tehnic și puncte de durere din industrie
În prelucrarea de precizie a tuburilor cu pereți subțiri (cum ar fi tuburile hidraulice aerospațiale și camerele de reacție semiconductoare), sistemele tradiționale de prindere cu un singur capăt suferă de două probleme de bază:
l Suprimarea insuficientă a chatului: finalul liber experimentează vibrațiile forțate cu amplitudini de 5-20 μ m sub excitație a forței de tăiere (Sursa de date: Analele CIRP 2021, 70 (1), 357-360), rezultând valori RA de rugozitate a suprafeței care se deteriorează până la peste 3,2 μ M (standard ISO 4288);
l Dezechilibrul dinamic de dezechilibru: suportul cu un singur punct face ca rigiditatea modal a sistemului să fie mai mică de 1 × 10 ³ N/mm, cu riscuri de rezonanță semnificative la viteze critice (analiza teoriei vibrațiilor DIN 1311).

Analiza inovației tehnologice de bază
I. Sistem de suprimare a vibrațiilor multi-grad-de-libertate
1.1 Structura de topologie a constrângerii în trei puncte
Roți de asistență dublă de jos (12):
l Utilizați corpurile roților cu oțel de crom cu conținut ridicat de carbon (GCR15) cu raze de curbură care se potrivesc cu diametrul exterior al piesei de lucru (toleranță ± 0,02mm), unghiuri de contact de 60 ° ± 1 ° și tensiuni de contact optimizate de 80-120MPA prin teoria contactelor hertziene;
l Arborele roților încorporează rulmenți cu bile de contact unghiulare (7206B, preîncărcare de 50N), cu rulare radială mai mică de 2 μ m (standard ISO 492).
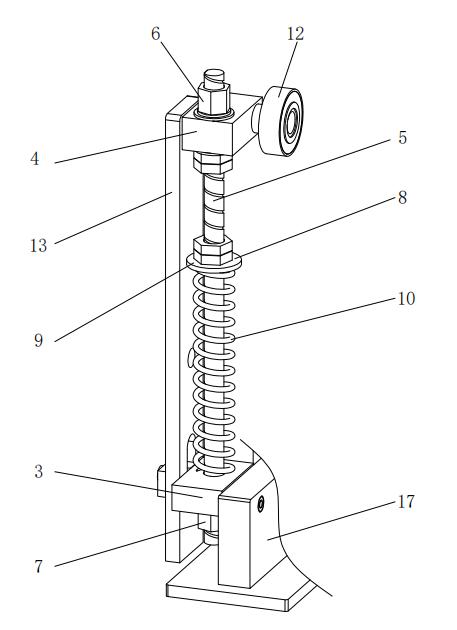
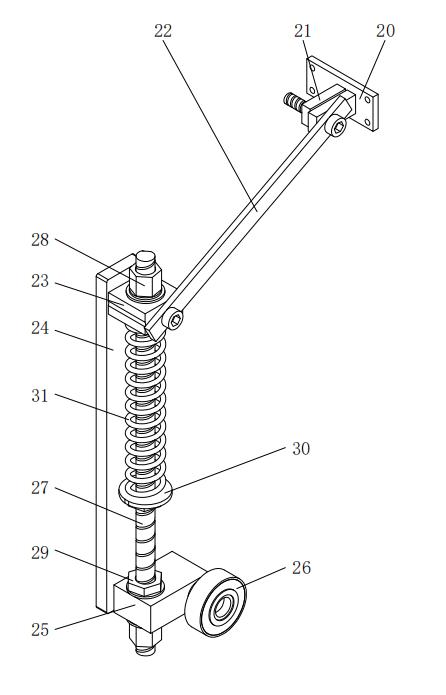
Roată de presiune reglabilă superioară (26):
l Aplicați forța de preîncărcare dinamică F = 200 ± 10N printr-un arc de presiune (31) pentru controlul forței cu buclă închisă;
l Suprafața presiunii, îmbrăcată cu laser cu acoperire WC-10CO, cu un coeficient de frecare μ≤ 0,08 (testare ASTM G99).
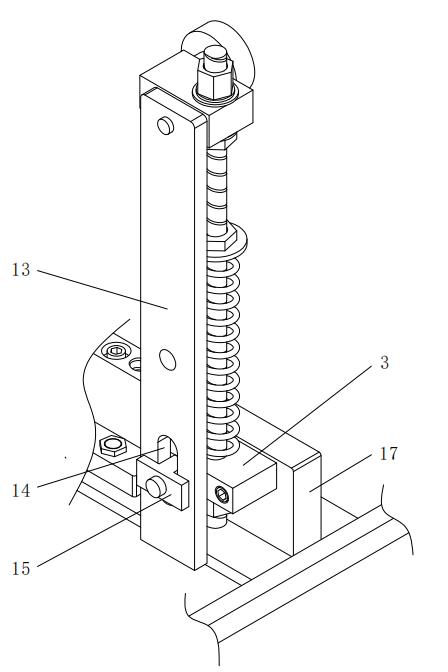
1.2 Proiectare de îmbunătățire a rigidității dinamice
Placă de ghidare în formă de T (15) și slot mobil (14):
l Utilizați H6/G5 potrivite pentru a limita deplasarea orizontală la mai puțin de 5 μ m, cu arcuri tampon (10) (rigiditate k = 50N/mm ± 5%) în direcția verticală;
l Analiza modală arată că frecvența naturală de prim ordin a sistemului este crescută la 325Hz (98Hz pentru structurile tradiționale), evitând benzile tipice de frecvență de excitație de tăiere (80-250Hz).
Ii. Sistem de control al forței adaptive
2.1 Mecanism de reglare cu buclă dublă
Reglarea preîncărcării axiale:
l Utilizați un șurub de plumb (27) cu un pas P = 1mm, combinat cu un arc de presiune (31) pentru a obține o rezoluție de micro-feed 0,05-0,2 mm;
l După blocare cu un al treilea blocaj (29), rigiditatea axială atinge 2,5 × 10 ⁴ N/mm (testare ISO 10791-2).
Compensare dinamică radială:
l Baza mobilă (16) echipată cu ghiduri liniare (HGW25CA, repetabilitate ± 1 μ m) pentru ± Compensare de 15 mm;
l Controlul legat cu un servo (35), cu un timp de răspuns mai mic de 50ms (pe baza algoritmului PID).
2.2 Calea de disipare a energiei vibrațiilor
Structura de amortizare compozită:
l Șaibele anti-alunecare (9) utilizează materiale laminate din cauciuc nitril din cauciuc din cauciuc (Factor de pierdere Tan δ = 0,25);
l Rata de atenuare a vibrațiilor sistemului este crescută la 18DB/s (comparativ cu 6DB/S pentru structurile tradiționale, pe baza ISO 10816-3).
Tabel de comparare a parametrilor tehnici
| Indicator de performanță | Această tehnologie brevetată | Sistem tradițional de prindere unică | Standard de testare |
| Rugozitatea suprafeței RA | ≤ 0.8 μ m | ≥ 3.2 μ m | ISO 4288 |
| Frecvența naturală de primă ordine a sistemului | 325Hz | 98Hz | ISO 7626 |
| Rigiditate dinamică | 8.2 × 10 ³ N/mm | 1.5 × 10 ³ N/mm | ISO 10791-2 |
| Rata de suprimare a chatului (la 200Hz) | 92% | 45% | |
Validarea tipică a scenariului de prelucrare
Cazul 1: Frezarea tuburilor cu pereți subțiri din aliaj de titan aerospațial
l În condiții de n = 3000rpm și f = 0,1mm/rev, controlul amplitudinii este menținut la < 3 μ m ( > 15 μ m cu corpuri tradiționale);
l Eroarea de rotunjire a prelucrării este ≤ 2 μ m (ASME B89.3.4 Standardul necesită ≤ 5 μ m).
Cazul 2: Forajul interior al peretelui camerelor de cuarț semiconductor
l Accelerarea vibrațiilor procesului de prelucrare este < 0,5g ( > 2,5g cu sisteme tradiționale);
l Durata de viață a sculei este extinsă la 380 de găuri/margine (media industriei este de 120 de găuri/margine).
Acest brevet stabilește o nouă paradigmă pentru suprimarea vibrațiilor în prelucrarea componentelor cu pereți subțiri prin trei căi tehnologice majore: topologie de reținere dinamică multibody, control de forță adaptivă cu buclă închisă și design de amortizare compozită. Verificată prin simulări de multifizică COMSOL, sistemul obține pierderea de transmisie a vibrațiilor > 15DB într-o bandă de frecvență largă de 2000-5000Hz, atingând nivelul de suprimare a vibrațiilor de prelucrare a lamei aero-motor.
Dacă doriți să aflați mai multe și să cumpărați rulment auto-lubrifiant Produse, vă rugăm să contactați Mașini Mingxu Pentru a obține raportul complet de brevet: anchetă@mingxubearing.com .



 Engleză
Engleză
 Español
Español
















Contactaţi-ne