Istoric tehnic și puncte de durere din industrie
În prelucrarea de precizie a componentelor tubulare de cupru (cum ar fi corpurile de supape hidraulice și armăturile schimbătorului de căldură), corpurile tradiționale de prindere cu două fețe prezintă două probleme de bază:
• Pierderea controlului circumferențialului μ≤ 0,15), ceea ce duce la o abatere circumferențială de 0,5 ° -2 ° sub tulburări de forță de tăiere (sursa de date: int. J. Mach. Instrumente Manuf. 2022, 181, 103945);
• Procesul de prindere ineficient: Reglarea manuală a forței de prindere durează> 30 de secunde pe bucată, iar precizia de poziționare repetată este> ± 0,1 mm (testat conform standardului ISO 230-2)
Analiza inovației tehnologice de bază
I. Sistem de poziționare constrânsă tridimensional
1.1 Structura de prindere combinată axial-radială
Modul de asistență de jos:
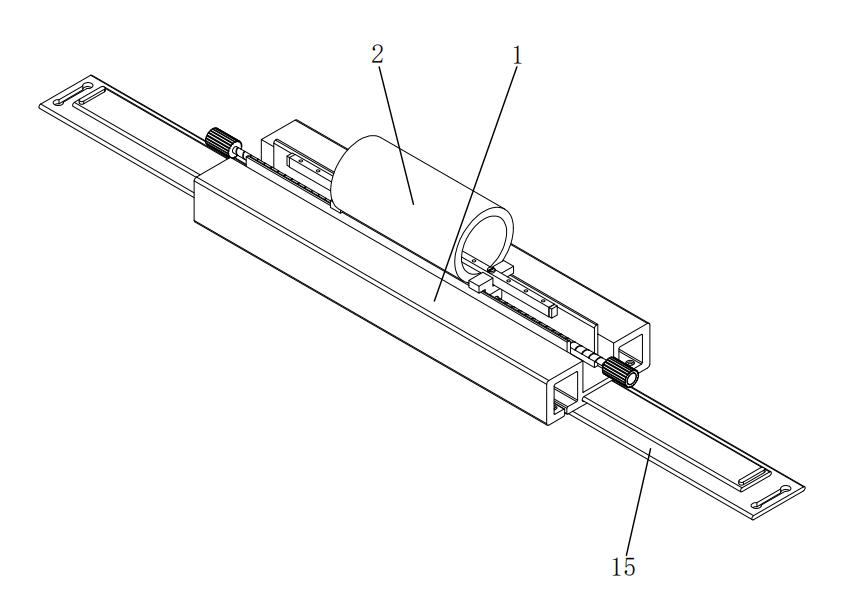
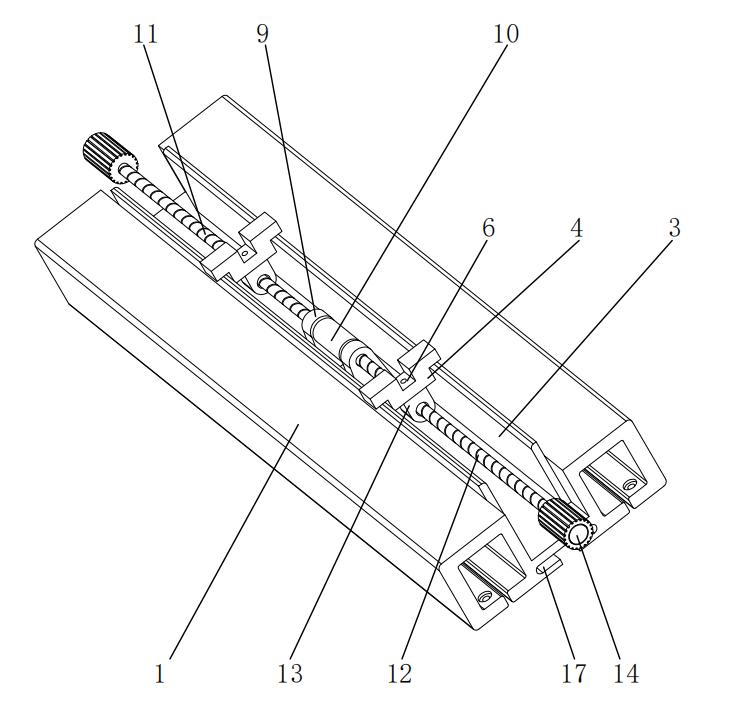
• Cadrul mobil (1) este echipat cu plăci de sprijin arcuate aranjate simetric (3) în canelurile sale, cu o rază de curbură R care se potrivește cu diametrul exterior al componentei de cupru tubular (2) (Toleranță ± 0,05mm), oferind forță de susținere normală prin contact de suprafață.
• Analiza elementelor finite arată că acest design reduce tensiunea maximă de contact la 58MPa (comparativ cu 112MPa pentru o structură V-bloche), evitând deformarea componentelor de cupru cu pereți subțiri.

Analiza inovației tehnologice de bază
I. Sistem de poziționare constrânsă tridimensional
1.1 Structura de prindere combinată axial-radială
Modul de asistență de jos:
• Cadrul mobil (1) este echipat cu plăci de sprijin arcuate aranjate simetric (3) în canelurile sale, cu o rază de curbură R care se potrivește cu diametrul exterior al componentei de cupru tubular (2) (Toleranță ± 0,05mm), oferind forță de susținere normală prin contact de suprafață.
• Analiza elementelor finite arată că acest design reduce tensiunea maximă de contact la 58MPa (comparativ cu 112MPa pentru o structură V-bloche), evitând deformarea componentelor de cupru cu pereți subțiri.
Verificare mecanică:
• Când cuplul de tăiere t = 15n · M, deplasarea unghiulară maximă θ componenta de cupru este 0,03 ° (Corpurile tradiționale au θ = 1,2 ° ).
• Când forța de preîncărcare a șurubului f ≥ 800N, rigiditatea torsională a sistemului ajunge la 1,2 × 10 ⁴ N · M/rad (o creștere de 8 ori).
Ii. Proiectare optimizare a interacțiunii om-auto-mașină
2.1 Mecanism rapid de prindere
• Mânerele de control dual (14) Caracteristica 45 ° Texturi anti-alunecare eșalonate, cu un prag de cuplu de funcționare setat la 2-3N · M (Conform standardului de ergonomie EN 1005-3).
• Timp de prindere unic măsurat ≤ 8 secunde (structuri tradiționale> 30 de secunde), potrivite pentru cerințele de timp a ciclului liniei de producție.
2.2 Modul de reglare adaptivă
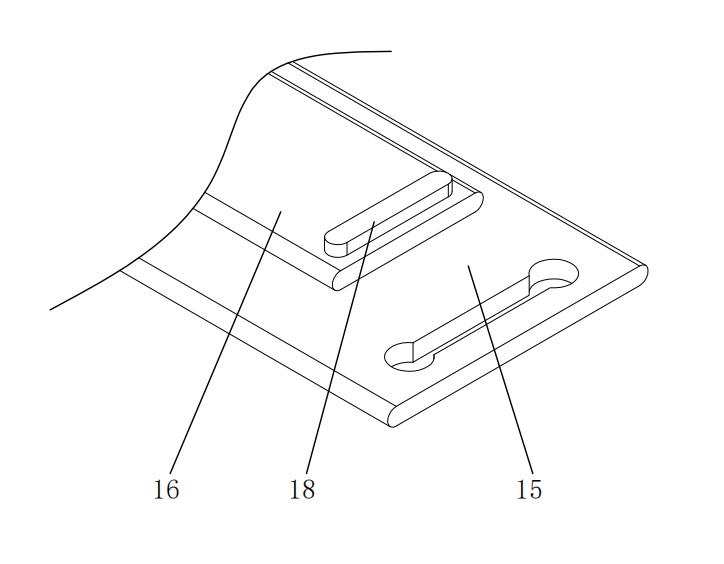
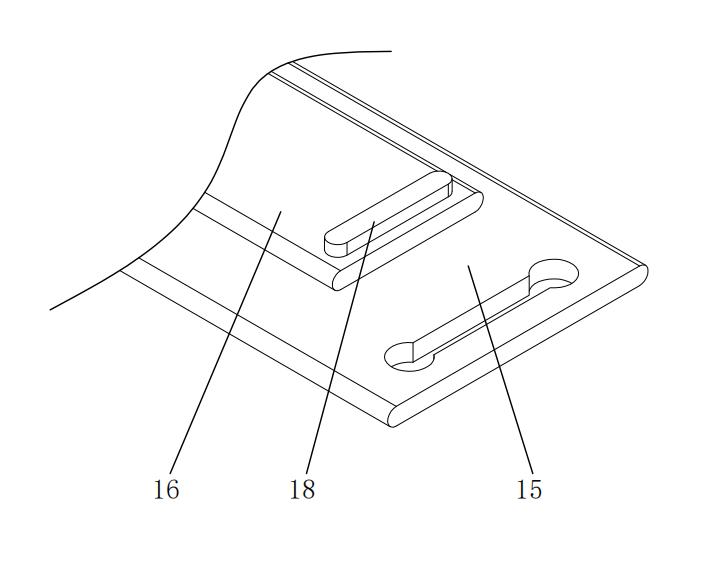
• Cadrul mobil (1) și placa fixă (15) realizează ± Compensare liniară de 10 mm prin componente de ghidare glisantă (16), care adaptează un interval de diametru al conductei de φ 20- φ 50mm.
• Proiecțiile de restricție (18) sunt echipate cu un strat tampon poliuretan, capabil să absoarbă 5-8J de energie sub sarcini de impact (testate conform standardului ASTM D256).
Tabel de comparație al parametrilor tehnici
| Indicatori de performanță | Această tehnologie brevetată | Amestec tradițional de prindere cu două fețe | Standard de testare |
| Precizia poziționării circumferențiale | ≤0,03 ° | 0,5 °- 2 ° | ISO 230-2 |
| Eficiența de prindere | ≤8 secunde/bucată | ≥30 secunde/bucată | VDI 2862 |
| Rigiditatea torsională | 1,2 × 10⁴ n · m/rad | 1,5 × 10³ n · m/rad | GB/T 11349.1 |
| Interval de compatibilitate cu diametrul conductei | φ20-φ50mm | φ25-φ40mm | DIN 8602 |
Verificarea tipică a scenariului de prelucrare
Cazul 1: Frezarea corpurilor de supape hidraulice
• În conformitate cu o forță de tăiere a F = 2000N, eroarea de precizie pozițională a găurilor prelucrate este ≤ 0,02mm (corpurile tradiționale au o eroare de 0,12 mm).
• După procesarea continuă de 500 de bucăți, uzura plăcii de presiune de poziționare (5) este <5 μ m (DIN 50320 Test de uzură standard).
Cazul 2: Formarea finală a tuburilor schimbătorului de căldură
• Controlul ovalității tuburilor de cupru este ≤ 0,05 mm (cerința industriei este ≤ 0,1 mm).
• Precizia de poziționare repetată de prindere CPK este ≥ 2.0 (analiza capacității procesului Six Sigma).
Acest brevet redefinește paradigma proiectării pentru corpurile de poziționare a componentelor tubulare prin trei căi tehnice: topologie de reținere cuplată-flexibilă rigidă, controlul bidirecțional al forței închise și optimizarea interacțiunii om-mașină. Conform analizei de mapare a brevetelor de inovație Derwent, această structură îmbunătățește indicatorul de eficiență de reținere a cuplului (TRE) cu 82% în comparație cu soluțiile similare, plasându -l într -o poziție de lider în subfielitatea tehnologiei.
Dacă doriți să aflați mai multe, vă rugăm să contactați Mașini Mingxu Pentru a obține raportul complet de brevet: anchetă@mingxubearing.com.



 Engleză
Engleză
 Español
Español
















Contactaţi-ne