


 Engleză
Engleză
 Español
Español
MXB-JFFB Semi-lagăr auto-lubrifiant
Cat:Rulment auto-lubrifiant
Semi-lagărele auto-lubrifiante MXB-JFFB se referă la rulmenți care acoperă doar jumătate din circumferința unui arbore sau a unei osii, oferind sup...
Vezi detaliiMâneci de cupru auto-lubrifiante , ca un nou tip de rulment lubrifiant care combină avantajele materialelor metalice și auto-lubrifiante, au fost utilizate pe scară largă în multe câmpuri industriale, cum ar fi metalurgia, mineritul, navele, turbinele cu abur, mașinile de modelare prin injecție etc. Pentru cumpărătorii cu mânecă de cupru, este foarte important să înțelegem procesul lor de turnare. Procesul de turnare a mânecilor de cupru auto-lubrifiante este o tehnologie complexă și delicată. Atunci când aleg mânecile de cupru, cumpărătorii ar trebui să ia în considerare în mod cuprinzător factori precum materiale, procese, performanță și mediu de utilizare. Înțelegând principiile și caracteristicile procesului de turnare, cumpărătorii pot alege mai bine mânecile de cupru care se potrivesc nevoilor lor pentru a asigura funcționarea stabilă și beneficiile pe termen lung ale echipamentelor mecanice.

1. Prezentare generală a procesului de casting
Turnarea cu mânecă de cupru este de a topi aliajul de cupru într -un lichid care îndeplinește cerințele, de a -l turna în matrița de turnare și de a obține o turnare cu o formă, dimensiune și performanță predeterminată după răcire, solidificare și curățare. Conform caracteristicilor procesului de turnare și a gradului de dezvoltare a utilizării, metodele de turnare ale mânecilor de cupru sunt împărțite în principal în două categorii: turnarea cu nisip și turnarea specială.
Turnare cu nisip:
Avantaje: adaptabilitatea puternică și pregătirea simplă a producției.
Dezavantaje: precizie dimensională și calitatea de suprafață a pieselor de turnare, proces de producție complexă și investiții mari în producția mecanizată și automatizată.
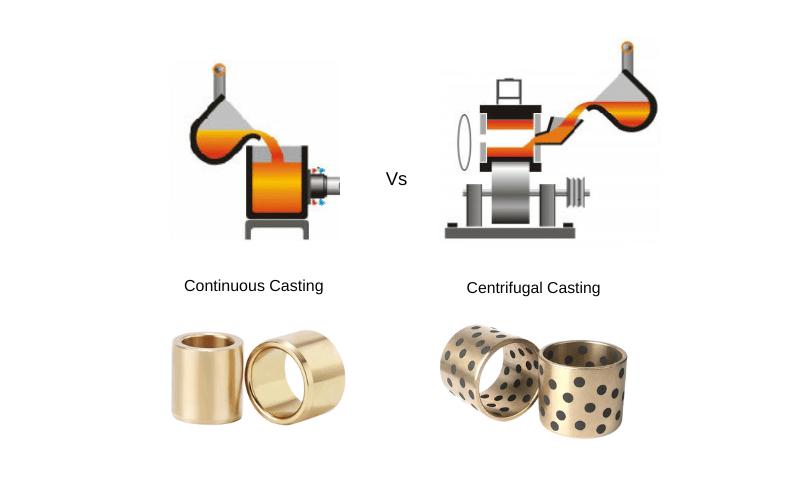
Turnare specială: inclusiv turnarea investițiilor, turnarea mucegaiului metalic, turnarea sub presiune, turnarea cu spumă pierdută, turnarea centrifugă, turnarea continuă, extrudarea și turnarea de ștampilare lichidă. Aceste metode pot îmbunătăți precizia dimensională și calitatea de suprafață a pieselor de turnare și sunt potrivite pentru producerea de mâneci de cupru de înaltă precizie și de înaltă performanță.
2.. Caracteristicile procesului de turnare ale mânecilor de cupru auto-lubrifiante
În procesul de turnare a mânecilor de cupru auto-lubrifiante, cheia este modul de formare a unui strat de material cu proprietăți auto-lubrifiante pe suprafață sau în interiorul materialului de cupru. Procesele comune includ:
Procesul de turnare a matriței cu pulbere de grafit:
Principiul: pulverizați un strat de pulbere de grafit pe suprafața materialului de cupru, apoi turnat în condiții de temperatură ridicată și de înaltă presiune pentru a permite pulberii de grafit să pătrundă în materialul de cupru pentru a forma un strat uniform de cerneală auto-lubricativ.
Avantaje: reduceți uzura și frecarea, creșteți durata de viață; economisiți energie; Cost scăzut de producție.
Proces de incrustare pe bază de metal:
Principiu: grafit de incrustare și alți lubrifianți solizi în materialul de bază al mânecii de cupru pentru a forma un rulment auto-lubrifiant solid pe bază de metal.
Caracteristici: capacitate ridicată de încărcare, rezistență la impact, rezistență la temperatură ridicată, în special potrivită pentru sarcină grea, viteză mică, reciproc sau leagăn etc.
3.. Parametri tehnici ai mânecilor de cupru comune auto-lubrifiante
Mânecile de cupru de grafit:
Material de bază: CUZN24Al6 alamă de înaltă rezistență sau CUSN6ZN6PB3 (6-6-3 bronz de staniu).
Duritate de bază: HB230 (duritate înaltă HB270) sau HB 90.
Coeficient de frecare: <0,16 sau <0,15s.
Temperatura maximă de funcționare: 300 ℃ sau 350 ℃.
Sarcina dinamică finală: 100 N/mm² sau 60 N/mm².
Viteză de alunecare maximă: uscat 0,40 m/s, ulei 5 m/s.
Alte mâneci de cupru auto-lubrifiante:
Placă de auto-l-l-l-a auto-l-l-licant pe bază de fontă: Materialul de bază este oțel CUSN6ZN6PB3 (45# oțel 663 bronz de staniu), coeficientul de frecare este <0,14, iar temperatura maximă de funcționare este de 300 ℃.
Scaunul de susținere a grafitului în formă de bol: materialul de bază este HT-250 (fontă gri), coeficientul de frecare este <0,17, iar temperatura maximă de funcționare este de 400 ℃.
Placă de diapozitive de cupru de grafit auto-lubrifiant: Materialul de bază este GCR15 (oțel rulment), coeficientul de frecare este <0,17, iar temperatura maximă de funcționare este de 350 ℃.
4. Influența procesului de turnare asupra performanței mânecilor de cupru
Selecția materialelor: alamă de înaltă rezistență, bronz de aluminiu și bronz de staniu pot fi utilizate pentru a face mâneci de cupru auto-lubrifiante, dar bronzul din staniu și bronzul de aluminiu au performanțe mai bune și prețuri mai mari. Selecția și aranjarea grafitului afectează, de asemenea, efectul de ungere.
Nivelul tehnologiei: Tehnologia avansată de turnare poate asigura distribuția uniformă a materialelor și poate îmbunătăți performanța produsului. De exemplu, turnarea investițiilor și turnarea mucegaiului metalic poate produce mâneci de cupru de înaltă precizie și de înaltă performanță.

Zhejiang Mingxu Machinery Manufacturing Co., Ltd. s -a concentrat pe producția rulmenți auto-lubrifianți de mai bine de zece ani. Suntem alegerea dvs. de cooperare fiabilă. Dacă aveți nevoi de cumpărare, vă rugăm să ne contactați: [email protected]

Semi-lagărele auto-lubrifiante MXB-JFFB se referă la rulmenți care acoperă doar jumătate din circumferința unui arbore sau a unei osii, oferind sup...
Vezi detalii
Rulmentul sferic auto-lubrifiant MXB-JDBS pe bază de bronz este un rulment sferic de alunecare. Suprafața sa de contact de alunecare este o suprafa...
Vezi detalii
Rulmentul de bronz turnat auto-lubrifiant MXB-JDBU este un produs lubrifiant solid de înaltă performanță încrustat cu grafit sau lubrifiant solid m...
Vezi detalii
Rulmenții din bronz turnat cu autolubrifiere MXB-JDBUF combină avantajele designului autolubrifiant și al flanșei. Materiile prime sunt realizate d...
Vezi detalii
Skateboardul MXB-JESW este un skateboard rezistent la uzură, cu 2 găuri și 4 găuri. Este un produs standardizat si este compatibil cu marci straine...
Vezi detalii
Echipamentul folosit la mașinile de exploatare minieră este supus unei uzări grave. Pentru a prelungi durata de viață a echipamentului, plăcile de oțe...
Vezi detalii
Plăcile de uzură auto-lubrifiante MXB-JOLP au proprietăți bune de auto-lubrifiere și nu necesită lubrifiere externă. Acest produs are o capacitate ...
Vezi detalii
Construită din aliaj de copper grafit de înaltă calitate, șina de ghidare auto-lubrifiantă MXB-JSL L este instalată strategic la locusul ghidului d...
Vezi detalii
MX2000-1 graphite embedded alloy bearing, MX2000-1 graphite scattered alloy bearing is an improved product of JF800 bimetallic bearing. It has the pre...
Vezi detalii
SF-PK PEEK triple composite bearing is a novel sliding bearing, which consists of steel plate, copper powder layer, PTFE + filling material. The main ...
Vezi detalii Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Contactaţi-ne